
The rear wheels will be mounted to the frame using U-shaped swing arms which support both ends of the wheel’s axle shaft. Fabrication of the arms begins by making drop out brackets for the axles. The drop out plates are cut from 1/4 inch steel plate. Two holes are drilled in each plate. The larger whole is drilled to match the axle diameter. The smaller whole is for mounting an axle torque plate. The holes are drilled using a jig on the drill press to insure all four drop out plates match up. (Photo 1) The torque plate is also made from 1/4 inch flat stock and is designed to prevent the torque of the hub motor from twisting or spinning the axle within the slot of the drop out. The QS hub wheels come from the factory with prefabricated torque plates which have a very precise fit on the axle shaft.

The larger axle holes are then cut open to the bottom of the plate so that the axles can be slipped out of the bottom of the plate. This slot must be axle width or slightly larger the entire distance of the slot. (Photo 2)

The side arms for the swing arms are cut from 1x2x.090 rectangular tubing. The tubing is first cut to TWICE the length for each arm. My arms are going to be 13 3/4″ long but this will vary depending on wheel/tire size and other design differences. Draw a line exactly half the length of the tubing and then drill a hole 1 ½” in diameter in the center of the arm. I used a metal cutting hole saw in the drill press to do this. (Photo 3)

Cut the 1×2 tubing exactly in half based on the center line which was drawn earlier. This cut will also be directly in the center of the 1 1/2″ hole. (Photo 4)

You now have two arms notched to fit quite nicely around 1 ½” O.D. tubing and ready for welding. (Photo 5) The pivot tube for the swing arm is cut from 1 1/2″ O.D. tubing. The length of the pivot tube will vary depending on wheel width and mounting position considerations but for this project the tubes are 13 3/8″ long.

Cut an angle on the bottom of each drop out plate to taper up to the 2″ swing arm. (Photo 6) The drop out plates can then be welded to the side arms.

There’s a lot going on in this relatively simple photo so bear with me. The swing arms are being positioned for welding to the front pivot tube. Note the level (black thingy – indicator dial is facing other direction) magnetically held to the disc brake to insure the wheel is vertical. The battery is there simply to help support the wheel in a vertical position. The side arms on each side of the wheel have been tack welded to the drop out plates and the drop out plates have been bolted in their correct position on the axle. The front ends of the two arms are clamped to each other so that they remain even and the pivot tube is fitted into the notch of each arm. The tube will be clamped tightly to the arms just prior to welding. (Photo 7)

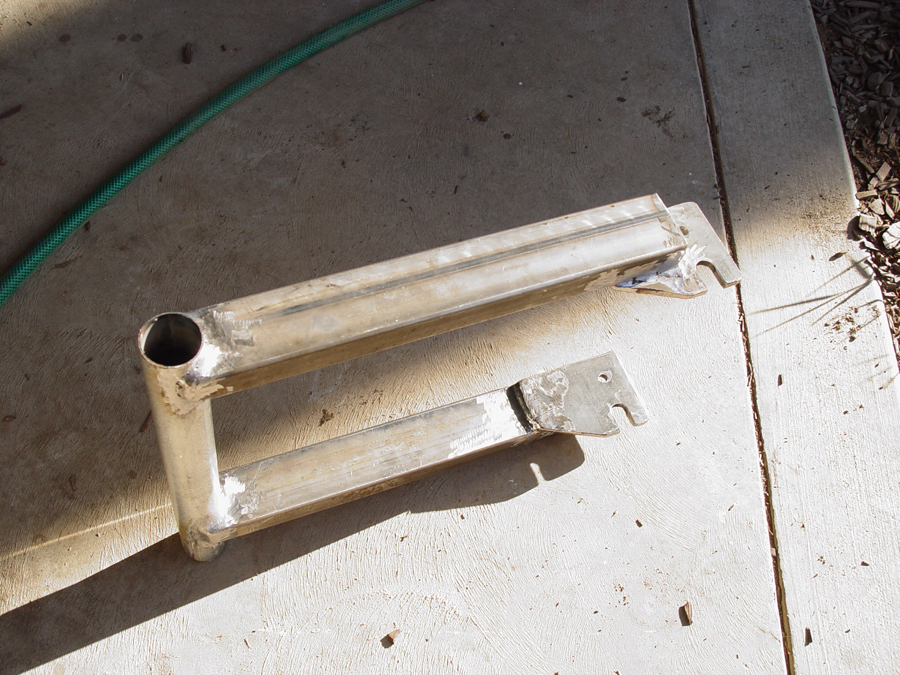
A completed swing arm with the pivot tube welded to the side arms and the drop out plates welded to the side arms. (Photos 8 and 9)

The completed swing arm and hub wheel can now be mocked up for attachment to the base frame. (Photo 10)

